|
|
PC 4112 / 5116 / 7116 Cutter OptionsBy Jack Loganbillhttp://thewoodshop.20m.com |
| |
|
| |
|
IntroductionI have owned three dedicated half-blind dovetail jigs: the Grizzly / Woodstock International W1099, the Porter Cable 4112, and currently, the Porter Cable 7116 Omnijig. I have long been an advocate of such jigs because of their ease-of-use. Once setup correctly, their fixed templates and single router bit approach to machining dovetails makes them a no-brainer to use. Furthermore, since these jigs machine two work pieces (front/side or back/side) simultaneously, you can produce drawers twice as fast as non-dedicated half-blind dovetail jigs, you avoid tearout, and the pieces are almost guaranteed to be properly aligned. I have received many emails regarding my positive remarks of these jigs. Readers that have purchased these jigs are generally very happy with their performance. However, a few emailers have responded negatively, reciting what they have heard or read regarding the "Cookie-Cutter" pattern of the joint produced by these jigs. It is true, these jigs produce a bland-looking joint using the standard 1/2", 14° cutter and I assume most, if not all, woodworkers use the standard or specified cutter. The joint looks bland because the standard cutter produces a shallow tail & socket. Although the joint is adequately strong, it is not the most aesthetically pleasing. I'm not sure why manufacturers picked the 1/2" 14° cutter. I imagine their decision is based on a number of factors, including the ease at which such a cutter, cuts. When machining half-blind dovetails with these jigs, you machine two work pieces simultaneously: one side with either the front or back. The front/back piece lies face down, horizontally under the top clamp--thus you cut into the end grain of the back/front work piece. Since the 1/2" 14° cutter makes a relatively shallow cut, the end grain cut is pulled off with as little wear and tear on bit and router as possible. Cutter Options - You Do Have an Option!You may have noticed that the template for these jigs is laid out like a comb, with parallel fingers oriented at 90° to the work piece ends. Consequently, it is my suggestion that you are not limited to 1/2" 14° cutters. If you're after a more aesthetically pleasing joint, experiment with other cutters. Now, you need to be careful. There are a few cautions.... First Caution: The diameter and angle of the cutter you choose may not work with all thicknesses of work pieces. For instance, the samples I show below were produced using our Porter Cable 7116 Omnijig with a 1/2" 8° cutter (Leigh # 80-8, Lee Valley 16J16.85). This cutter would not work with front/back pieces less than 3/4" thick. Second Caution: As you adjust the cutter for fit, make sure that it clears the base of the jig. Remember, the 1/2" 14° cutter makes a very shallow cut. A 10°, 8°, or 7-1/2° cutter makes a much deeper cut, and so be careful when adjusting your cutter. Third Caution: Since you will be making a deeper cut into the end grain of the Front/Back work pieces, I highly recommend that you use cutters with a 8mm or 1/2" diameter shaft. Another option is to setup a second router with a straight bit (1/4" - 5/16") to pre-cut the tails/sockets. By the way, an 8mm shank has approximately a 60% larger cross sectional area than 1/4" shanks, thus they are stronger, vibrate less, and allow you to feed the router faster than you could (or would) with 1/4"-shanked cutters. If you can find 1/2" diameter shanked cutters in the geometry you're after, better yet. Most 5/8" guide bushings will accept 1/2" diameter shanks. Fourth Caution: It will take some experimentation. It took me exactly three tries, adjusting the cutter depth, to reach the correct fit. The SamplesThe following are a few samples and comparisions...
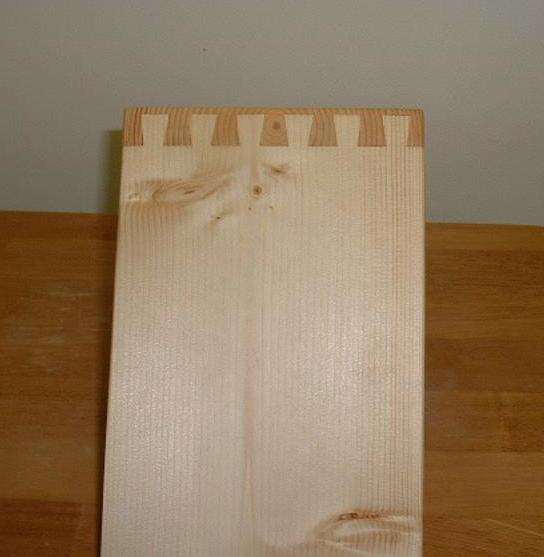
Figure 1. Corner Machined Using PC 7116 Omnijig and 1/2" 8° Cutter
Figure 2. Corner Machined Using PC 7116 Omnijig and 1/2" 8° Cutter
Figure 3. Comparing 1/2" 14° Corner (Left) with 1/2" 8° Corner (Right)
Figure 4. Comparing 1/2" 14° Corner (Left) with 1/2" 8° Corner (Right) The SettingsThe following are the router/cutter settings I used to produce the 1/2" 8° joints shown above. Bit Depth, base plate to tip of cutter: Approximately .840" Bit Depth of machined socket: Approximately .580 - .590" I chose to use Lee Valley router bits, as I already had them and they're inexpensive. By the way, cutting Half-Blind dovetails at the depths of these cutters is terror on the cutter. Thus, order several cutters. You can keep them moderately sharp using a hone plate for carbide (DMT sells a diamond hone plate for this purpose). However, I recommend that you keep several on hand, send them out for sharpening when they get dull, or just replace them. I just replace them.
If you don't have an 8mm collet, you can use 8mm sleeves for 1/2" collets. You can purchase quality 8mm sleeves from Leigh (www.leighjigs.com) or Woodrat (www.chipsfly.com) for less than $6. Lee Valley (www.leevalley.com) also carries a 1/2" to 8mm sleeve. Their part number 16J97.18 and it runs less than $4.00. CommentsWas this article helpful? Do you have any questions? Email Us! We would love to hear from you! | ||||||||||||||||||||||||||||